

Is the wiring of the factory production line disorderly? Distributed IO solution helps you save time and costs
Core equipment: MT3A module
For friends who work in factory automation, when it comes to production line transformation and distributed IO collection, do they feel overwhelmed?
Today, based on frontline experience, let's talk about how to use AMSAMOTION's MT3A series Modbus TCP module to sort out all the troubles on site at once.
I、 First, let's talk about the four most headache inducing pain points on site
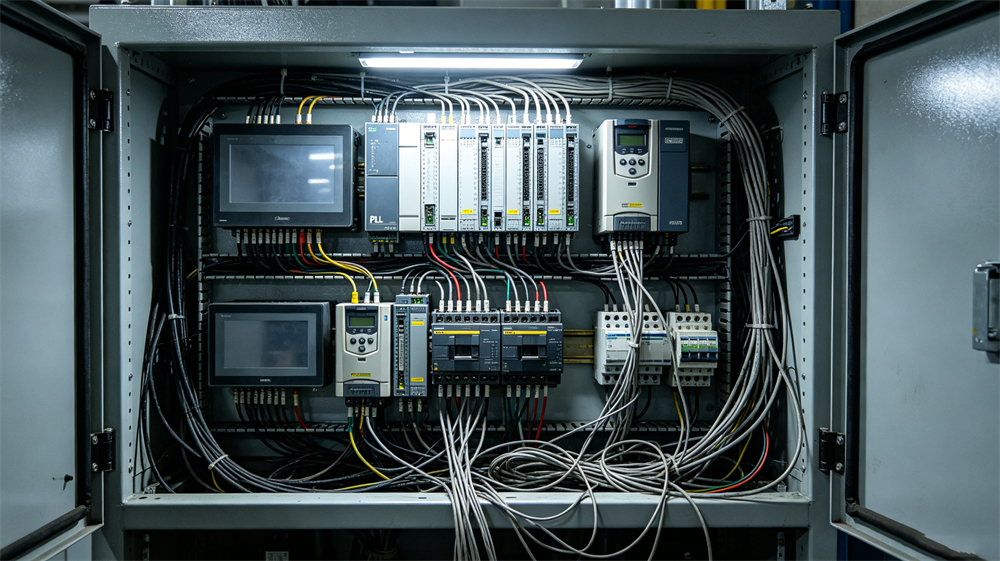
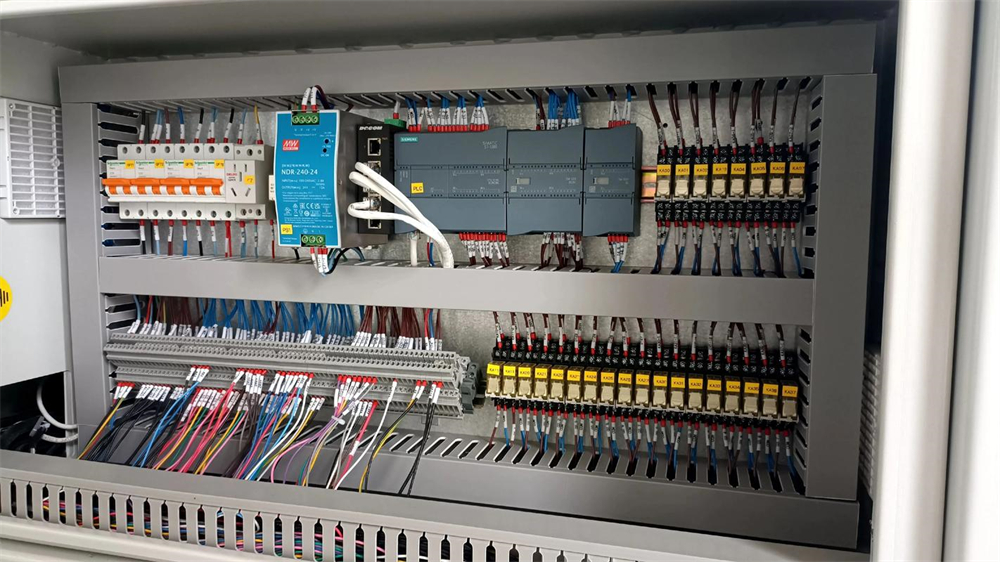
1. Wiring is like a spider web, with high costs and difficult troubleshooting
The workstations are scattered, sensors, cylinders, temperature control, and weighing are all pulled back to the control cabinet, with long lines and significant interference. It takes half a day to find the breakpoint when problems occur.
2. PLC resources are insufficient and expansion is too complicated
A single host cannot handle multiple workstations, adding modules takes up space and adding slave stations is complex, and the cost of upgrading old systems is high. The communication resources of the main station CPU are limited, and hanging a few more slave stations will result in errors, forcing the replacement with a more expensive CPU.
3. Slow debugging and tiring maintenance
The software configuration is complex, with IP conflicts and master-slave confusion. Changing parameters requires running to the site, which delays production.
4. Lack of flexibility in expansion
To add a weighing or temperature monitoring station, the entire electrical cabinet needs to be moved, resulting in a long downtime.
These are not isolated issues, but common problems in the vast majority of factory automation production lines.
II、 Solution: Use distributed IO to collect signals nearby and connect them in a network
The core idea is simple:
Place a small I/O module near each workstation to collect local sensor signals, control local valve motors, and then connect all modules in series through a network cable to the main PLC. The benefits of doing so are:
1. Each module only connects a few wires around itself, with simple wiring.
2. The main PLC only needs one network port to communicate with more than ten modules.
3. Do you want to process the position? Just string one more module, there's no need to move the main cabinet.
III、 Working principle:
Taking AMSAMOTION's MT3A series as an example, each workstation is equipped with one MT3A, which is connected to nearby sensors, solenoid valves, temperature control, and weighing. Each module of it comes with two network ports and a small switch inside. You can string the modules one by one like Tomatoes on sticks:
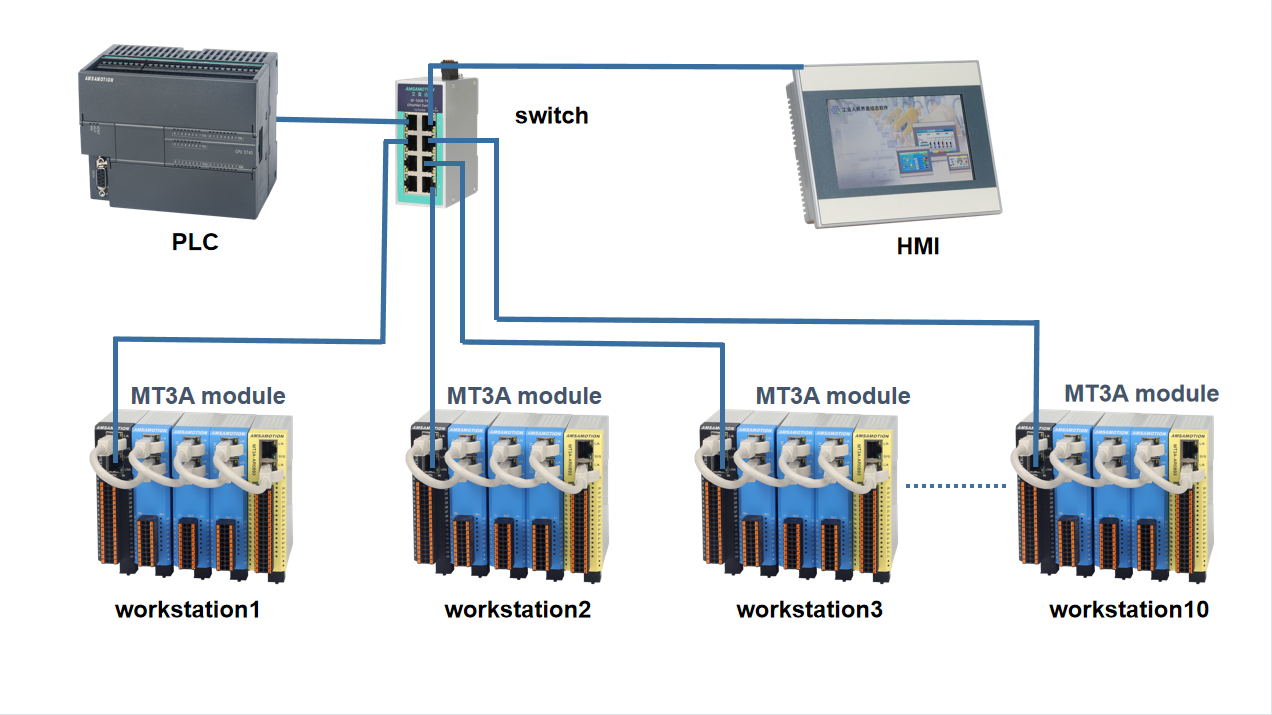
The module can be configured as a "network master station" or a "network slave station". A network master station can have up to 16 network slaves, and all network slave station data is automatically mapped to the network master station, while all these slaves only occupy one communication resource of the main PLC - this is a lifesaver for devices with CPU constraints. PLC only communicates with the network master station and reads the entire I/O field at once. The program is very simple.
Moreover, the module supports webpage configuration. You don't need to install any software, just enter an IP address in the browser to change parameters and check status. The on-site debugging engineers understand how convenient this is.
IV、 2 real implementation cases
Case 1: Automotive Parts Welding Workshop - Distributed Signal Collection
A certain automotive parts welding workshop has a production line length of about 50 meters, with 12 sensor boxes distributed along the way. It needs to collect about 200 digital input points such as fixture position signals, cylinder position signals, and safety door status.
Application plan:
Arrange 12 MT3A digital input modules (ID3230) along the production line, connected in series through a daisy chain of Ethernet ports. The farthest module is connected back to the control cabinet through a network cable, without the need for each module to be pulled separately. One MT3A-IO1632 is used as the main station in the control cabinet, responsible for communicating with S7-1500 PLC.
effect
60% reduction in wiring, half reduction in debugging time, and significant decrease in failure rate.
12 remote IO modules+1 network master station, PLC only requires 1 connection resource
The module is directly installed next to the production line (IP20, requiring the installation of a protective box), saving a lot of wiring slots and conduit
Subsequent production line renovation only requires adding modules and daisy linking them, without affecting the original system
Case 2: Beverage Filling Line - Simultaneous Monitoring of Temperature and Weight
A certain beverage factory's filling line requires simultaneous monitoring of filling temperature (affecting product taste) and actual filling weight (related to product compliance). Previously, these two systems were independent, with temperature controllers and analog modules for temperature control and specialized weighing instruments for weight measurement. The communication protocol was not unified, and data access to SCADA was very complicated.

Application plan:
Collect filling temperature using MT3A-AR0893 (8-channel thermistor input) and filling weight using MT3A-AW0415 (4-channel weighing input). The two modules are connected to the main station through network port expansion function, and all data is uploaded to the PLC through the same Modbus TCP connection. PLC will be uniformly pushed to SCADA system, with unified data format, greatly reducing the workload of docking.
effect
Temperature acquisition accuracy is ± 0.5 ℃, ensuring that the filling temperature is controlled within the range of ± 1 ℃
The comprehensive weighing accuracy is ≤ 0.03% F.S., and the filling error is less than 3 grams (based on 10kg)
Temperature and weighing data are uniformly uploaded through Modbus TCP and connected to the SCADA system to achieve full traceability throughout the process
V、 The real value brought by this plan
1. Cost saving: Significant reduction in investment in cables, labor, and switches
2. Time saving: Fast debugging, fast maintenance, fast fault location
3. More stable: Strong anti-interference ability for short distance wiring, industrial grade isolation, stable operation in harsh workshop environments
4. Easy to expand: The processing position can directly string modules without changing the host program
VI、 Finally, let me summarize with a practical statement
Implementing automation in factory production lines, stability, simplicity, and cost savings are the key principles. A good plan is not necessarily the most technically complex one, but the one that best fits the actual situation on site.
Next time you encounter insufficient IO points, messy wiring, and insufficient communication resources, you may want to try the idea of distributed Modbus TCP I/O. A palm sized module like MT3A, with one master station dragging more than ten slave stations, is easy and hassle free to program - isn't this what we industrial control personnel want the most? Sometimes, with a slight shift in thought, engineering problems become much simpler.










